





Kdo je on-line
Shoutbox
Pro přidání zprávy se musíte přihlásit.
24-06-2014 20:25
UZ SEM, ANI DO FORA NEPSAT !!!
24-06-2014 13:55
vydrzaj pianer 
24-06-2014 13:12
Hehe...sranda ine prispevky mi to ukazuje ak zadam http://www.rebelo.
../index.php a ine ak to zadam bez www na zaciatku
../index.php a ine ak to zadam bez www na zaciatku
24-06-2014 06:02
Tak, 1. pokus se uplne na 100% nezdaril, takze asi zase dnes vecer Z 99% bude nutne obnovit prihlasovaci hesla, cimz se aspon odfiltruji nepouzivane ucty 
Z 99% bude nutne obnovit prihlasovaci hesla, cimz se aspon odfiltruji nepouzivane ucty 23-06-2014 06:25
jj, postnu do fora posledni dily, ale az vecer.
Číst diskuzi
 Rychlosti tisku
|
|
| Dark |
Přidané 15-03-2014 21:38
|
|
Rozkoukaný  Příspěvek: 27 Založený: 02.12.13 |
Jen tak ze zvědavosti, jaké máte nastavené rychlosti tisku. Jsem zvědavej co to zlvádne při zachování kvality, ale nechce se mi nějak s tím experimentovat, tak se ptám zkušenějších Napříklat jak rychle tiisknete díly? Já mám momentálně na vše nastavené: [img]https://dl.dropboxusercontent.com/u/12279310/rychlosti.png[/img] is not a valid Image. |
|
|
|
| FBITuco |
Přidané 17-03-2014 14:52
|
|
Rozkoukaný Příspěvek: 21 Založený: 10.03.14 |
Mám ta čísla co máš ty, ale vynásobená dvěma. Kromě bridges, tam mám 20, nebo 40mm, teďka nevím. A external perimeters mají rychlost 100%. Je to ale moc... Možná to chce větší teplotu, ale infill při rychlých pohybech se roztrhá a vypadá to blbě. Horní vrstvy se poté už nikdy správně nechytí a celý je to pak takový díravý.. Perimeters to ale s přehledem zvládá na 120mm/s... Infill bych skusil 90mm/s... Však sám uvidíš jak to bude vypadat. Hlavně zvedni teplotu. Ono se to nezdá, ale vlákno se pak ohřívá kratší dobu a tryska se často ucpává... |
|
|
|
| hopik |
Přidané 17-03-2014 17:52
|
|
Uživatel  Příspěvek: 106 Založený: 15.01.14 |
Mam problem vrchnou vrstvou, je taka cela ugebrena. Ostavaju tam smuhy po tryske a je cela taka hrbolata. Extruzi mam nastavenu na 1 a ked dam extrudovat 100mm tak mi vyextruduje 98- 99mm filamentu, takze nie je to nastavenim. Akoby tam bolo vela plastu. co s tym ? Dakujem za radu |
|
|
|
| Dark |
Přidané 17-03-2014 20:28
|
|
Rozkoukaný Příspěvek: 27 Založený: 02.12.13 |
Tohle mi dělalo, když jsem měl malou teplotu a špatně zkalibrovanou podložku, že pak triska drhla, jelikož byla malá mezera... Tisknout jsem začínal na 230 a bylo to málo a furt se mi špinil šroub, tak teď tisknu na 250 a je po problémech Za ty rychlosti díky trochu tomu přiidám |
|
|
|
| hopik |
Přidané 17-03-2014 20:49
|
|
Uživatel Příspěvek: 106 Založený: 15.01.14 |
tlacim 120mm a teplotu extruderu mam 240 a podlozka 110, prva vrstva 115 |
|
|
|
| Mirec |
Přidané 17-03-2014 20:50
|
|
Uživatel Příspěvek: 131 Založený: 03.02.14 |
Ja tlacim na 235 stupnoch a podlozku mam rozohriatu na 100 stupnou. Filament som kupil z alzy od 3dfactory. Zatial po prvych vytlackoch spokojnost. Pred prvou tlacou som nastavil vsetky osy do home a nasledne som doladil stolik s tryskou tak aby medzi tryskou a stolikom bola medzera na kancelarsky papier (na stoliku uz je aj sklo). Pohyboval som osou X a Y v roznych smeroch a vsade rovnako nastavil trysku od stolika na medzeru kancelarskeho papiera. Vsetko sa na seba krasne lepi a tryska mi nezaryva do materialu. Dokonca s tymto nastavenim pouzivam len kaptonovu pasku z GME a ziadny lak na vlasy, ziadny ABS juice ani lepidlo...krasne to drzi a nic sa neodlepuje. |
|
|
|
| hopik |
Přidané 17-03-2014 21:08
|
|
Uživatel Příspěvek: 106 Založený: 15.01.14 |
Mirec mne sa na zaciatku vsetko pacilo, teraz sa snazim o co najkvalitnejsi vysledok zvysil som teplotu na 250 a uvidim za 2,5 hod vysledok |
|
|
|
| Mirec |
Přidané 17-03-2014 21:15
|
|
Uživatel Příspěvek: 131 Založený: 03.02.14 |
hopik mohol by si hodit nejake tie foto tvojich vyrobkov. Rad by som videl ako ti to tlaci nech experimentujem aj ja Do rychlosti som zatial nezasahoval...cakam na LCD z SD nech nemusim stale pripajat notebok |
|
|
|
| hopik |
Přidané 17-03-2014 21:41
|
|
Uživatel Příspěvek: 106 Založený: 15.01.14 |
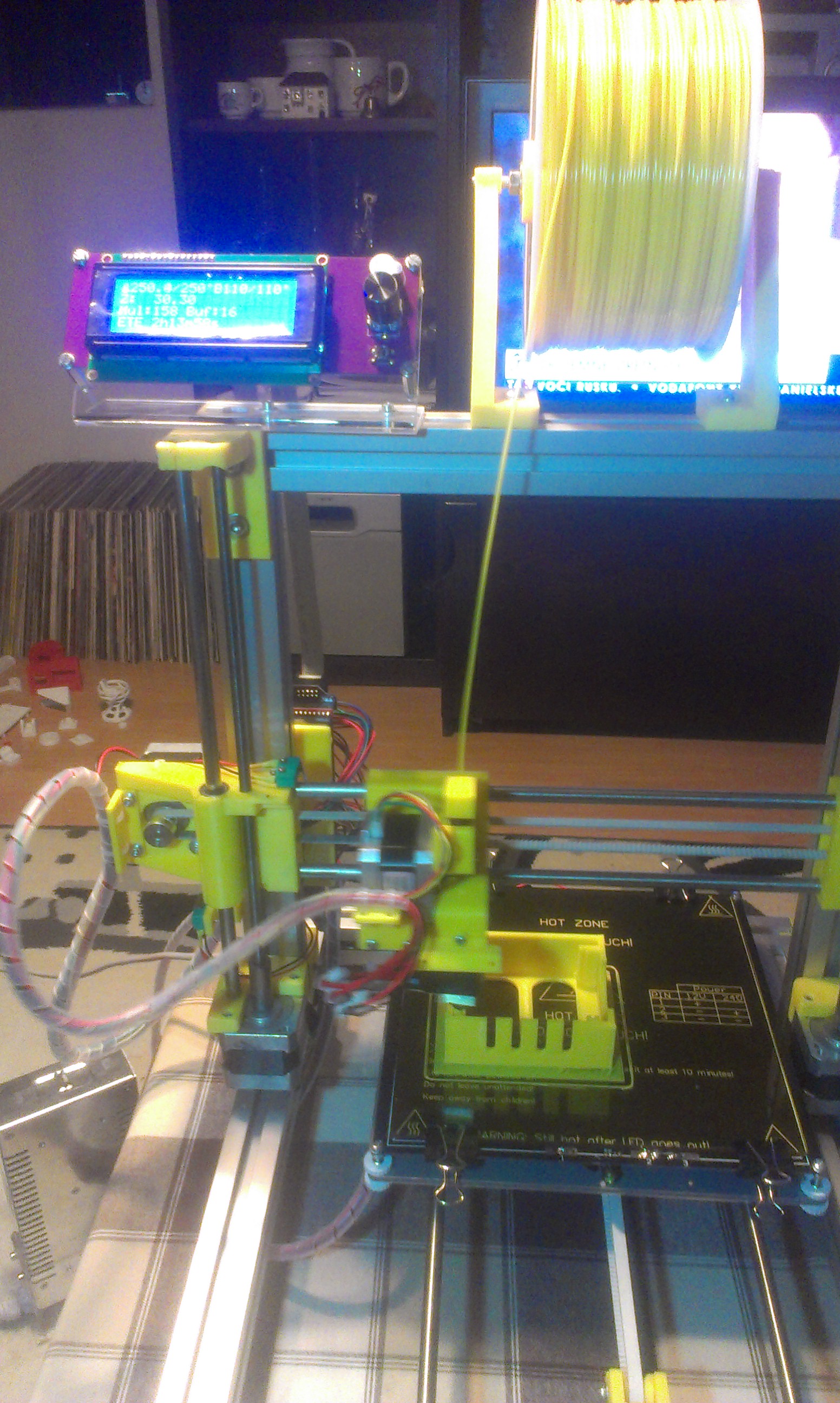
fotit ma moc nebavi ale cosi som blysol
hopik přiloženo následujícíobrázky:

|
|
|
|
| Mirec |
Přidané 17-03-2014 21:52
|
|
Uživatel Příspěvek: 131 Založený: 03.02.14 |
No pekne a hned ma aj napadlo, ze som chcel skusit vytlacit pistalku Ozaj mam otazku, kde este nastavit davkovanie materialu. Momentalne mi to tlaci OK ale ked som skusal vytlacit 100mm tak mi vytlacilo 95mm. Upravil som fw na viac krokov extrudera a po skuske to znova vytlacilo 95mm. Neblokuje to niekde repetier host ? |
|
|
|
| hopik |
Přidané 17-03-2014 22:11
|
|
Uživatel Příspěvek: 106 Založený: 15.01.14 |
eprom firmware /extruder 1 pocet krokov na mm - ty mas malo musis pridat, ale da sa to doladit aj v sliceri filament seting/extrusion multiplier |
|
|
|
| Mirec |
Přidané 18-03-2014 17:38
|
|
Uživatel Příspěvek: 131 Založený: 03.02.14 |
hopik vdaka...dnes som to nastavil presne a je to o znacne poznanie lepsie... Davkuje mi to presne tolko materialu kolko potrebuje Mal som kroky nastavene vo FW ale bralo to z eprom v repetier host... |
|
|
|
| Dark |
Přidané 18-03-2014 19:30
|
|
Rozkoukaný Příspěvek: 27 Založený: 02.12.13 |
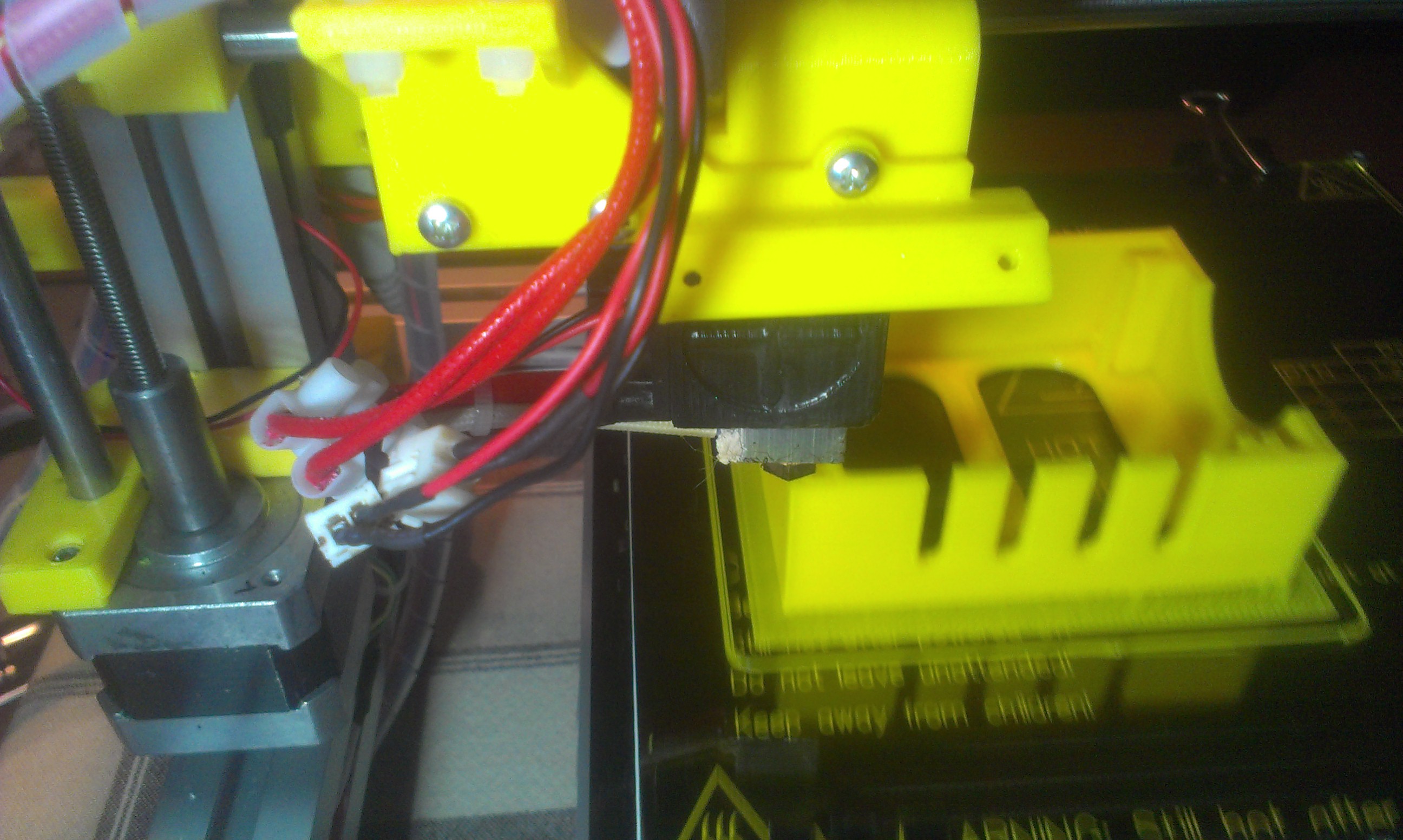
Mám takový problém a stal se z ničeho nic... viz foto. Neví někdo co s tím? den před to tisklo krásně. Tisknuto na 60mm/s, 0.3 vrstva, 245°C, matroš od dana, tryska od dana. Zkoušel jsem vyndat a a překontrolovat termistor a je v pohodě. https://www.dropbox.com/sc/barf7t7tcnd4343/F8je_Ky1ug |
|
|
|
| Rebel |
Přidané 18-03-2014 21:21
|
 Hlavní administrátor Příspěvek: 425 Založený: 12.08.13 |
Vytiskni neco s plochou, takhle tezko rict. Muze to byt pricpana tryska, nebo i chyba termistoru. Nepreskakuje ti zubatka na posuvu, nebo nedrbe filament ? |
 |
|
| hopik |
Přidané 18-03-2014 21:45
|
|
Uživatel Příspěvek: 106 Založený: 15.01.14 |
Mirec to zvysenie teploty na 250 stupnov nepomohlo, vrchna vrstva je stale na h...o, stale sa rype tryska v plaste su tam take nepekne smuhy |
|
|
|

| Přejít na fórum: |

