





Kdo je on-line
Shoutbox
Pro přidání zprávy se musíte přihlásit.
24-06-2014 20:25
UZ SEM, ANI DO FORA NEPSAT !!!
24-06-2014 13:55
vydrzaj pianer 
24-06-2014 13:12
Hehe...sranda ine prispevky mi to ukazuje ak zadam http://www.rebelo.
../index.php a ine ak to zadam bez www na zaciatku
../index.php a ine ak to zadam bez www na zaciatku
24-06-2014 06:02
Tak, 1. pokus se uplne na 100% nezdaril, takze asi zase dnes vecer Z 99% bude nutne obnovit prihlasovaci hesla, cimz se aspon odfiltruji nepouzivane ucty 
Z 99% bude nutne obnovit prihlasovaci hesla, cimz se aspon odfiltruji nepouzivane ucty 23-06-2014 06:25
jj, postnu do fora posledni dily, ale az vecer.
Číst diskuzi
 Nedotahování vrchní vrstvy tisku
|
|
| horazl |
Přidané 31-08-2013 19:37
|
|
Rozkoukaný  Příspěvek: 35 Založený: 12.08.13 |
Stále se potýkám s problémem, že tisk vrchní vrstvy je nedotažený  Tento neduh je pouze u menších objektů. Spodní vrstva i vnitřní mezi síť je OK, všem na vrchní vrstvě je patrno, že trocha materiálu chybí. Na funkci dílu to nemá vliv, ale nevypadá to dobře. Tisk větších kousků je pěkný a dotažený. Nemáte někdo podobný problém a radu jak to odstranit? |
|
|
|
| Rebel |
Přidané 31-08-2013 20:32
|
 Hlavní administrátor Příspěvek: 425 Založený: 12.08.13 |
Vypada to na problem slic3r Jeste to proberem po skype, ale nejak v pristim tydnu, do zitra mam jeste dost prace s workshopem. |
 |
|
| tomik33 |
Přidané 01-05-2014 22:31
|
|
Rozkoukaný Příspěvek: 19 Založený: 05.03.14 |
[img][/img]Taky mám problém s nedokončením vrchní vrstvy. Jsou v ní díry a je hrbolatá. (viz foto). Mám vroubkovaný pastorek o nejmenším průměru 7,3mm tzn. že parametr mám *_STEPS_PER_MM 151.76 a přesto to netiskne dobře, jako kdyby byl nedostatek materiálu.
tomik33 přiloženo následujícíobrázek:
Upravil/a tomik33 dne 01-05-2014 22:49 |
|
|
|
| Rebel |
Přidané 01-05-2014 22:41
|
|
Hlavní administrátor Příspěvek: 425 Založený: 12.08.13 |
fotky se ti sem asi nepodarilo nacpat, prepis koncovku na mala pismena. kolik mas hornich plnych vrstev, a jakou rychlosti tisknes? Az se ti podari sem dat fotky mrknu na to. |
|
|
|
| tomik33 |
Přidané 01-05-2014 22:50
|
|
Rozkoukaný Příspěvek: 19 Založený: 05.03.14 |
3 vrstvy a rychlostí 30mm/s |
|
|
|
| tomik33 |
Přidané 01-05-2014 22:54
|
|
Rozkoukaný Příspěvek: 19 Založený: 05.03.14 |
Fotka je už tady a je to, jak jsem zvyšoval teplotu, myslím že 230°C bude optimum.. ten poslední kus už se roztavoval moc. |
|
|
|
| hopik |
Přidané 01-05-2014 23:22
|
|
Uživatel  Příspěvek: 106 Založený: 15.01.14 |
to nebude teplotou, lezie ti malo materialu z trysky |
|
|
|
| Rebel |
Přidané 01-05-2014 23:22
|
|
Hlavní administrátor Příspěvek: 425 Založený: 12.08.13 |
je to pomerne malej dil a jeden problemu je, ze vrchni plne vrstvy nestaci chladnout, nebudet to uplne mnozstvim davkovani. udelej nasledujici vec. 1. tiskni aspon 2 ty objekty vedle sebe 2. tu rychlost nech na tech 30mm/s 3. vrchni vrstvy dej urcite aspon 4. Urcite to bude vypadat jinak, pak to sem postni a zkusim posoudit. |
|
|
|
| tomik33 |
Přidané 02-05-2014 21:01
|
|
Rozkoukaný Příspěvek: 19 Založený: 05.03.14 |
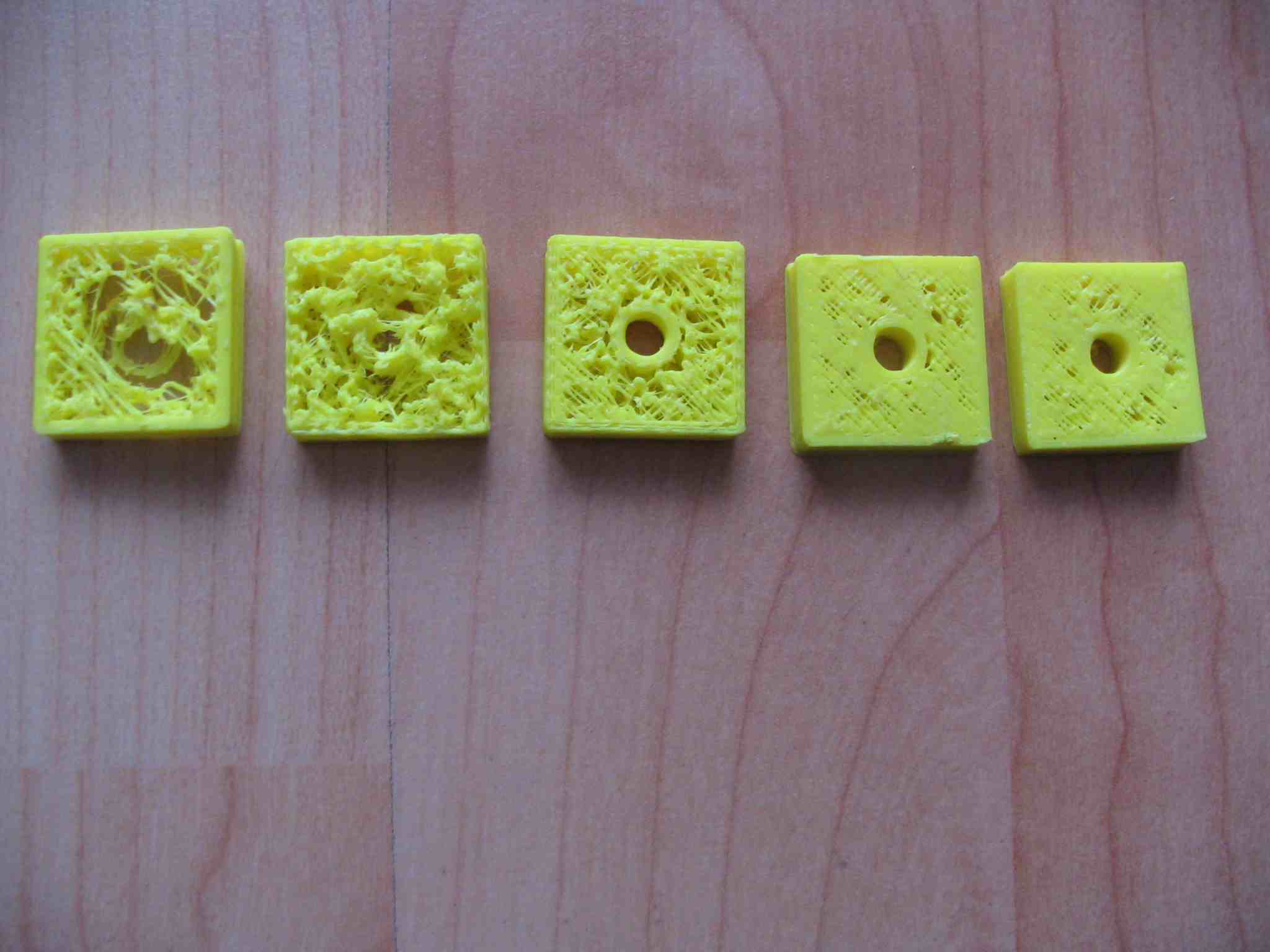
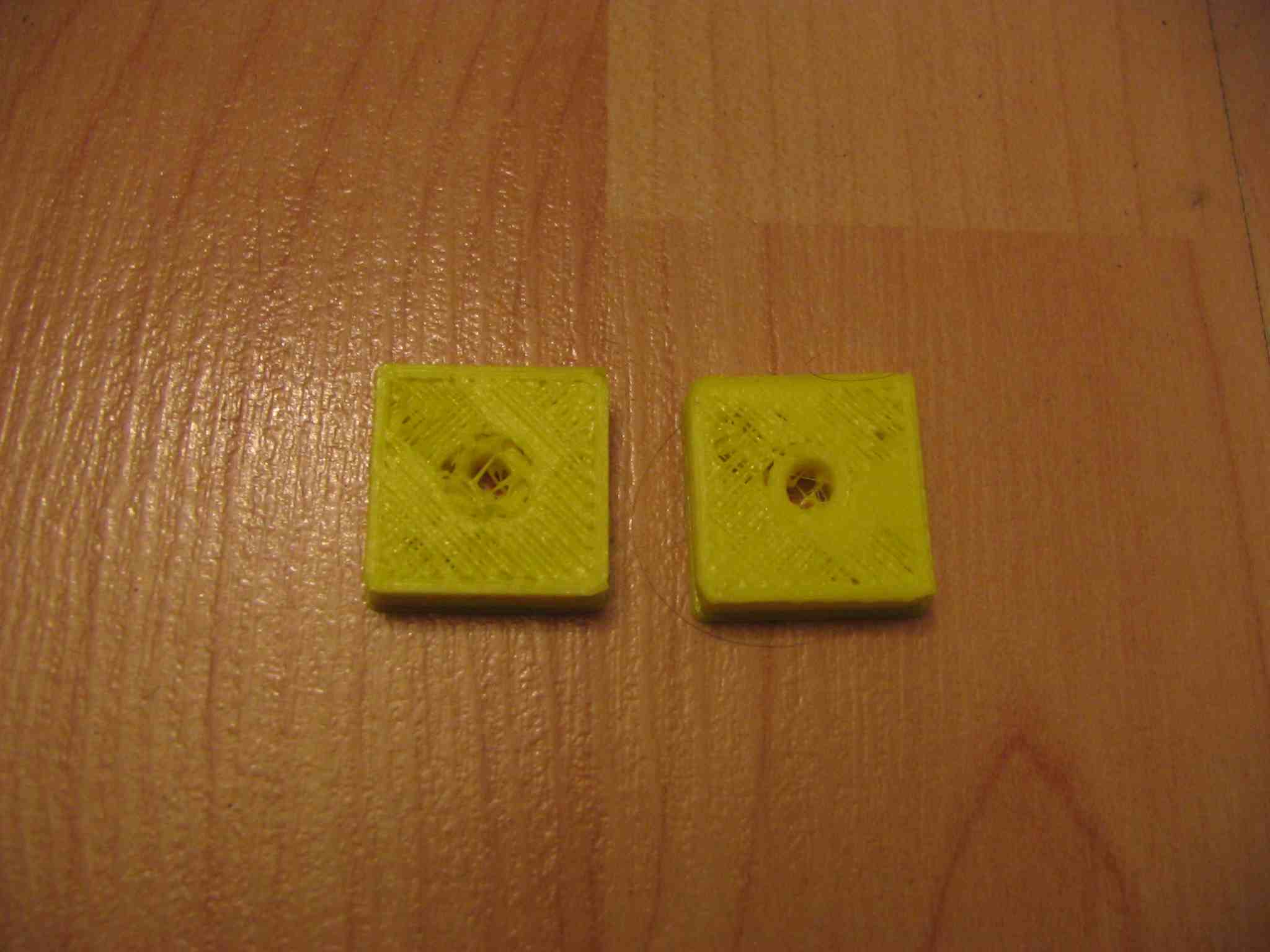
Tak už nevím co s tím. Je to čím dál horší. Snížil jsem všechny rychlosti na 30mm/s a nastavil horní vrstvu 4x vyplněnou, tiskl jsem dvě testovací kostičky 20x20x5 s dírou a dopadlo to ještě hůře než včera (neuzavřené, zborcené hrany, ...viz příloha) Jinak strunu mám 1,75mm z Alzy (3DF)a nastavení 235/230°C pro trysku a 115/110°C pro bed. Tryska je JH s PEEKem o pr. 0,4mm a vložkou z teflonu. Dále mám tl. vrstvy 0,2mm a vše ostatní default hodnoty. Dnes mi dorazilo LCD s integrovanou čtečkou, to jediné mi udělalo radost, protože to funguje.
tomik33 přiloženo následujícíobrázek:
|
|
|
|
| Rebel |
Přidané 02-05-2014 21:16
|
|
Hlavní administrátor Příspěvek: 425 Založený: 12.08.13 |
No, 3DF material mi moc tisknout nesel. U neho jsem musel tisknout s pomerne nizkymi teplotami. Vrstvu bych pri prvotnim testovani a ladeni tiskarny nechal pri 0,4 trysce na 0,3mm. Takhle to vypada, ze mas skutecne malo materialu. Kde menis ty kroky pro extruder. prez repetier v nastaveni eeprom, nebo primo prehranim fw? Pokud to delas v arduinu a mas eeprom v modu 1, nebere to v potaz to co pises do fw, ale to vo je v eeprom, ktera se pri prehravani arduina neprepisuje. |
|
|
|
| Mirec |
Přidané 02-05-2014 21:18
|
|
Uživatel Příspěvek: 131 Založený: 03.02.14 |
Meral si mnozstvo materialu aj skuskou vytlacenia napr. 100mm alebo si tie kroky nastavil len podla zubatice ? Tiez sa mi zda malo materialu. A este ma napada jedna vec...ak pouzivas repetier host na tlac, tak si kroky extruderu skontroluj aj v repetier hoste v nastaveni eprom. Dan bol o minutku rychlejsi |
|
|
|
| tomik33 |
Přidané 02-05-2014 21:45
|
|
Rozkoukaný Příspěvek: 19 Založený: 05.03.14 |
vroubkovaný pastorek měřím v žlábku v nejužším místě a mám 7,3mm tzn, že bych měl mít asi nastaveno 151.74 a to nastavuju přes Repeter a opravdu to tam je...i na LCD to píše...Ještě jaký pr. drátu a jak silná má být pružina v extruderu? |
|
|
|
| tomik33 |
Přidané 02-05-2014 21:51
|
|
Rozkoukaný Příspěvek: 19 Založený: 05.03.14 |
mám ještě jeden extruder pro Prusu (ten poslední s šípovitým ozubením), akorát k němu musím vytisknout držák na ložiska z Rebelixe a taky chci zkusit dodělat celokovový hotend (E3D). Chybí mi jen provrtat M6 nerezový svorník a udělat kostku...chladič a trysku už mám hotovou.. |
|
|
|
| Rebel |
Přidané 02-05-2014 21:55
|
|
Hlavní administrátor Příspěvek: 425 Založený: 12.08.13 |
Pri prumeru zubatky mi vychazi pocet kroku na 1mm cca 140, pokud mas tedy motor 1,8st a 16 mikrokroku. Tudiz by ti to davkovalo jeste mene. Pruzina by mohla byt zasadni problem, silna musi byt tak, aby ti zubatice neprokluzovala na filamentu. Je zde na foru nekde stelovatelny drzak packy, kterym lze tlak nastavit, ale musis mit pruzinu s vnejsim prumerem 10mm, prumerem dratu 1mm a delka v nestlacenem stavu okolo 25mm |
|
|
|
| tomik33 |
Přidané 02-05-2014 22:09
|
|
Rozkoukaný Příspěvek: 19 Založený: 05.03.14 |
motor mám od Microconu standard 200kroků/ot., ale možná fakt bude problém v tý pružině. mám ji kratší a slabším drátem... |
|
|
|
| hopik |
Přidané 02-05-2014 22:18
|
|
Uživatel Příspěvek: 106 Založený: 15.01.14 |
Tak vyskusaj to co ti radil Mirec a vies na com si |
|
|
|
| Mirec |
Přidané 03-05-2014 08:14
|
|
Uživatel Příspěvek: 131 Založený: 03.02.14 |
Hore ako vchadza filament cez tu packu si sprav fixou ciaru na filamente, zmeraj 100mm smerom hore a daj tam na filament dalsiu ciarku, nasledne daj cez repetier po zahriati hotendu vyextrudovat 100mm a uvidis kolko ti to toho filamentu potiahne. Zaroven tak aj dostatocne uvidis ci ti filament ide plynulo alebo je pruzina slaba. A tiez zistis ci ti to dava dostatok materialu...potom budeme mudrejsi a pohneme sa z miesta |
|
|
|
| tomik33 |
Přidané 03-05-2014 20:25
|
|
Rozkoukaný Příspěvek: 19 Založený: 05.03.14 |
Tak jsem se konečně dostal k změření toho vytlačené struny, napoprvé cca 90mm, nic moc, tak jsem zvedl vzdálenost a už se to zlepšilo na 95mm, ale při další zkoušce jako by se přicpávala tryska, jakou rychlost snese tryska pr. 0,4mm a 1,75mm drát? Mám nastaveno 60mm/s. |
|
|
|
| Mirec |
Přidané 03-05-2014 20:36
|
|
Uživatel Příspěvek: 131 Založený: 03.02.14 |
Meral si to na vrchu? Tu je video ako to spravne zmerat http://m.youtube....ZGdMc2ebPo Rychlost je ok... |
|
|
|
| tomik33 |
Přidané 03-05-2014 20:52
|
|
Rozkoukaný Příspěvek: 19 Založený: 05.03.14 |
JJ měřil jsem to zvrchu, tak buď je slabá ta pružina nebo se přicpává tryska, ale pokaždý je to jiný... |
|
|
|

| Přejít na fórum: |

